
Si tenéis una impresora 3D normalita, de las de menos de 300 euros, y queréis saber cómo imprimir miniaturas con una resolución impresionante, prestad atención porque os comentaré todas las variables que hay que configurar en Cura (la versión 4.7) para que el resultado sea perfecto.
Como ya sabéis, hay decenas de variables que podemos configurar en una impresión 3D, y siempre hay que alterarlas una por una en función de la pieza que deseamos imprimir. No es lo mismo un jarrón de 30 cm de altura que una miniatura de 5 cm llena de detalles (dientes, huesos y armas), por lo que ni la velocidad puede ser la misma ni las variables relacionadas con la retracción.
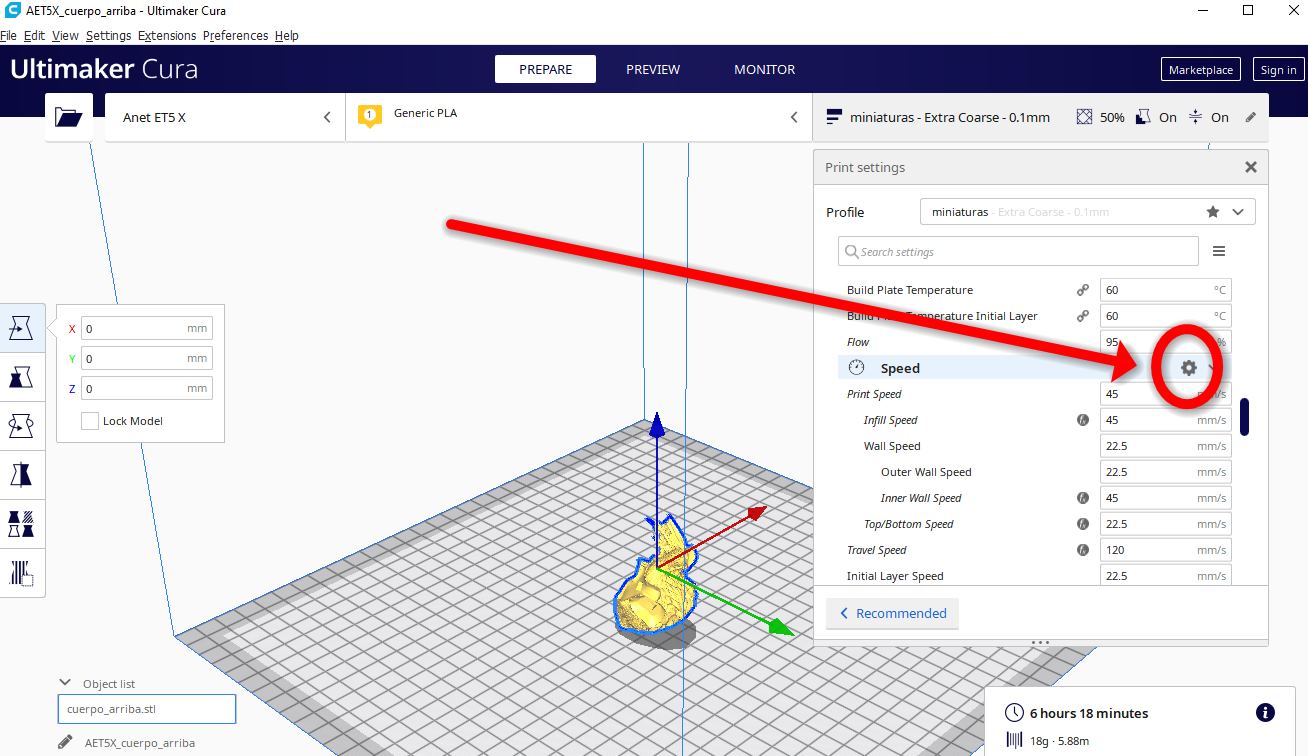
Lo primero y más importante es tener en cuenta que tendremos que tocar muchas más cosas de las que hay visibles por defecto, por lo que se hace necesario pulsar en la rueda de configuración de cada sector para mostrar las nuevas variables.

Otro punto importante: estoy imprimiendo con PLA, si usáis otro material, o un PLA con características especiales, las cosas pueden cambiar. Vamos paso por paso:
Calidad para Imprimir miniaturas en 3D
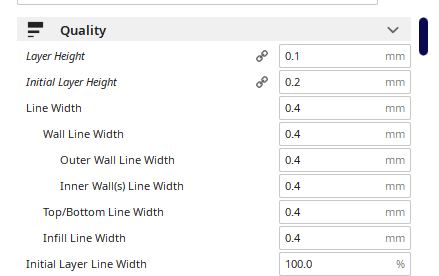

Comenzamos con la calidad, y aquí hay mucha gente que pone 0,06mm para imprimir miniaturas. Según mi experiencia, es mejor poner 0,1mm, ya que si la capa es muy fina, la temperatura de la boquilla (nozzle) afectará a las capas anteriores (que están muy cerca) y las deformará por su alta temperatura, principalmente los detalles finos, que se deforman fácilmente si hay algo muy caliente cerca. Hay que mantener a la boquilla lejos de lo que se ha imprimido, ajustando también la velocidad (que no puede ser muy lenta por el mismo motivo).
Con 0,1 mm es más que suficiente para miniaturas de todo tipo, incluyendo esqueletos con costillas minúsculas en sus cuerpos. La capa inicial la pongo de 0,2 para que se fije mejor a la base.
La Line Width dependerá de la boquilla que tengamos, en mi caso, que uso una Anet ET5, es de 0,4.
Paredes para Imprimir miniaturas en 3D
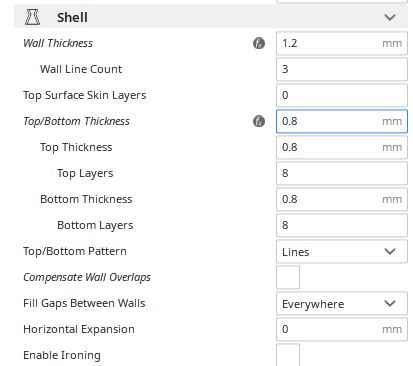

La sección de Shell es más flexible, hay muchas configuraciones que pueden funcionar bien. En mi caso estoy de acuerdo con las configuraciones de este vídeo, donde apuestan por tres capas. Como cada capa es de 0,4mm, el ancho total será de 1,2 mm.
Recomiendo rellenar los agujeros de las paredes, así como usar el número de capas en la parte superior e inferior en función de los detalles que haya en esa zona. No es lo mismo que en la parte superior haya un cráneo liso que una punta de una espada.
Relleno para Imprimir miniaturas en 3D
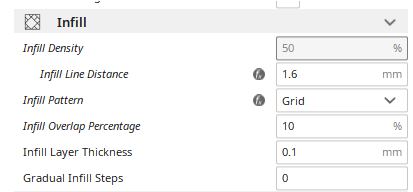

Aquí nos encontramos con otro tema que mucha gente hace diferente: rellenar las figuras al 100%. Cuando se hace eso es casi inevitable que la enorme cantidad de material que ponemos dentro de la figura acaba arrastrándose hacia afuera, creando filamentos no deseados. Por otro lado, una figura más pesada recibe un mayor impacto al caer. Con tres capas, tal y como comenté en el apartado anterior, es más que suficiente para tener una miniatura robusta. El infill lo dejo al 50% con regione sno muy gruesas (0,1 mm).
Temperatura para Imprimir miniaturas en 3D
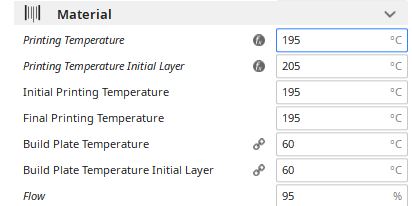

Si la impresora y el PLA lo permite, usad la temperatura más baja posible. Si consigue hacerlo con 190 grados, mejor. En mi caso con 195 quedan perfectas, pero con 200 se deforman ligeramente. Con 190 a veces no se adhieren bien. Es mejor ir probando en cada caso, pero recordad que cuanto más baja sea la temperatura mejor, porque también afectará menos al efecto que he comentado antes (boquilla calentando y deformando capas que ya fueron depositadas).
Podéis poner las capas iniciales más calientes para que se adhiera mejor a la base.
Velocidad para Imprimir miniaturas en 3D
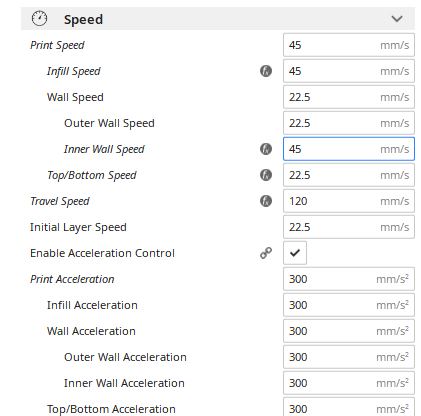

Llegamos a la parte de la velocidad: una miniatura tiene que tener velocidades bajas, nada de 150mm/s, pero si la ponéis muy baja, tendréis más tiempo de exposición de la boquilla con capas ya depositadas, y se deformará. Con 45 mm/s es suficiente, reduciendo cuando llegue a las paredes exteriores y aumentando en los desplazamientos. La parte de aceleración es importante dejarla alta para evitar mucho tiempo de impresión.


La velocidad de Jerk hay que ponerla muy baja, ya que es la velocidad a la que se mueve la boquilla cuando cambia de dirección repentinamente. Ese movimiento debe ser lento para que no haya distorsión en los márgenes de la figura.
Retracción para Imprimir miniaturas en 3D
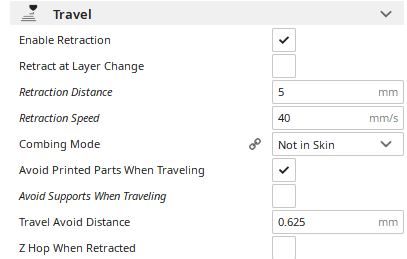

En la parte de retracción lo más importante es indicar que evite las zonas ya depositadas cuando se mueve de un lugar a otro, para que no haya material no deseado depositado en zonas útiles. La velocidad también hay que dejarla baja.
Ventilación para Imprimir miniaturas en 3D
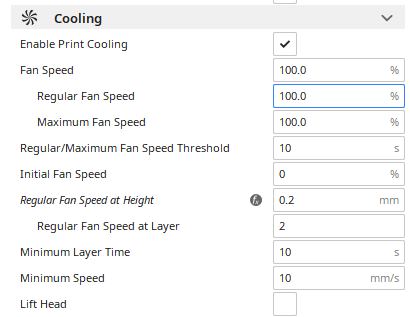

Por último, la ventilación, donde es deseable indicar que la potencia del ventilador cambie en función de la zona de la figura que está imprimiendo.
En lo que respecta al soporte, depende de si estamos imprimiendo un esqueleto con los brazos cruzados en vertical, que no necesita nada de soporte, o si deseamos un dragón con la boca abierta llena de dientes en un cuello gigante, que necesitará soporte en todos los lados.
Sea como sea, recordad que es necesario tener mucha paciencia y conocer a la perfección la impresora con la que estáis trabajando.